Saveti za 3D štampu — kako izbeći najčešće greške
Bez obzira da li si početnik ili već imaš iskustva, 3D štampa je proces u kojem i najmanje greške mogu dovesti do frustracije, gubitka materijala i vremena. U ovom blogu delićemo sa tobom najčešće greške koji se dešavaju tokom 3D štampe i kako da ih izbegneš. Cilj nam je da tvoji printovi izgledaju čisto, precizno i funkcionalno — baš kako si ih zamislio.
Loša adhezija prvog sloja
Problem
Jedan od najčešćih problema je odvajanje prvog sloja od podloge. To može dovesti do potpunog neuspeha štampe, posebno kod većih modela.
Rešenje
Proveri nivelaciju štampača i pravilno kalibriši Z-offset. Prvi sloj mora blago da pritisne podlogu, ali ne previše da ne zapuši diznu. Koristi PEI površinu, glue stick, teksturisanu staklenu ploču ili trake za bolje prianjanje. Kod ABS-a koristi brim ili raft.
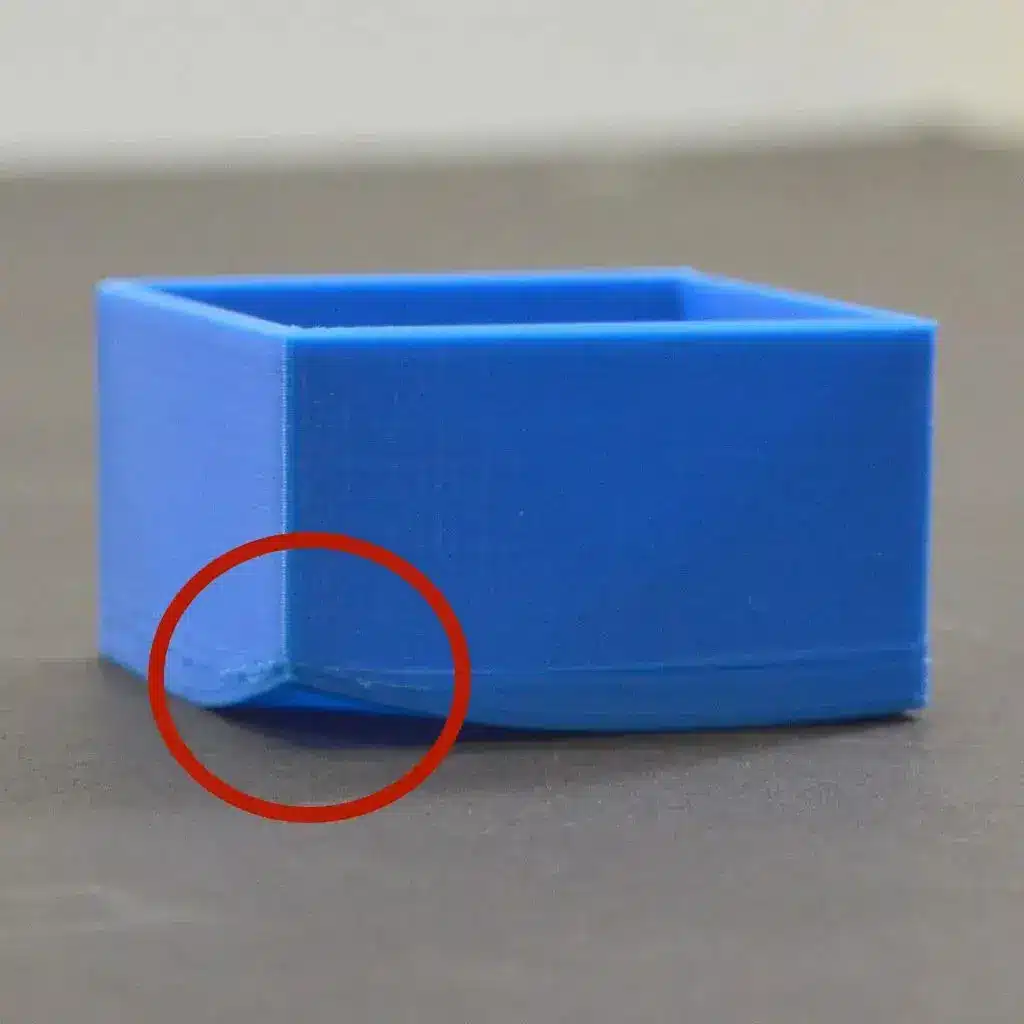
Warping (savijanje modela pri štampi)

Problem
Model se tokom štampe uvija u ćoškovima ili potpuno podiže sa build plate-a. Ovo je posebno čest problem kod ABS-a i velikih modela.
Rešenje
Zatvorena komora je najbolje rešenje, ali može pomoći i povećanje temperature grejne ploče, korišćenje rafts/brims, kao i lepljenje modela za podlogu. Kod PLA i PETG, često je dovoljno pravilno nivelisanje i čišćenje build surface-a.
Clogging i podhranjenost filamenta (under-extrusion)

Problem
Ako tvoj štampač ne izbacuje dovoljno filamenta, to se vidi kao praznine, tanke linije, rupice i slab kontakt slojeva.
Rešenje
Proveri da li je dizna čista i da li je filament suv. Upotrebi odgovarajuću temperaturu za konkretan materijal. Ne zateži previše feeder i proveri da zupčanik ne proklizava zbog prljavštine.
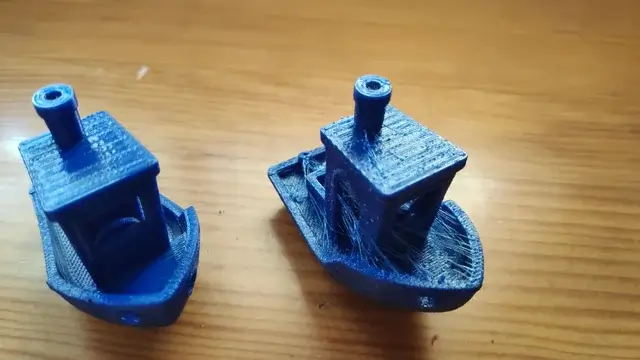
Stringing (niti između delova modela)

Problem
Fini končići plastike pojavljuju se između dva dela modela koji se štampaju odvojeno, kao rezultat neadekvatne retrakcije.
Rešenje
Povećaj vrednost retraction distance i brzinu retrakcije. Smanji temperaturu ekstrudera (ako koristiš previše visoku), i aktiviraj „Combing“ i „Wipe“ funkcije u slicer-u.
Slab kontakt slojeva (delamination)

Problem
Slojevi modela se ne vezuju kako treba — model se lomi po horizontalnim linijama. Ovo je kritično kod tehničkih delova i može biti mehanički opasno.
Rešenje
Povećaj temperaturu štampe i smanji brzinu. Kod ABS-a i PETG-a, previše hlađenja može dovesti do ovog problema, pa ga treba smanjiti ili isključiti.
Overhang problemi i loša podrška

Problem
Kada štampaš model sa previse „previsokim“ uglovima, plastika visi ili se deformiše.
Rešenje
Koristi podršku (support) u sliceru, koristi „Tree support“ gde je moguće. Smanji brzinu štampe i poboljšaj hlađenje. Kod PLA materijala, aktivan cooling fan rešava veliki deo problema.
Print se pomera ili se slojevi pomeraju (layer shifting)

Problem
Model ti izgleda pomereno ili “razvaljeno” u određenim delovima. To znači da su motori izgubili korak ili su remeni labavi.
Rešenje
Zategni remenje i proveri da li su točkovi i osovine čvrsto pričvršćeni. U sliceru smanji akceleraciju i brzinu ako koristiš teže modele.
Korišćenje vlažnog filamenta
Problem
Vlažan filament proizvodi mehuriće i popucale slojeve tokom štampe. PETG, TPU i Nylon su posebno osetljivi.
Rešenje
Filament drži u zatvorenim posudama sa silikonskim gelom ili koristi filament dryer. Ako čuješ „pucketanje“ tokom štampe, filament je verovatno vlažan.
Zaključak
3D štampa je precizan i složen proces koji zahteva balans između hardvera, materijala i podešavanja. Ali dobra vest je da se većina problema može rešiti pravilnim pristupom i malo prakse.
Morfik 3D — podrška tvojoj kreativnosti od prvog sloja.
Pogledaj našu ponudu PLA, PETG i TPU filamenata i štampaj sigurnije!